





今回のテーマ
『 鉄・ステンレスだけではない、(株)小松原の技術』
~アルミの溶接編~
アルミは軽量で加工がしやすく、さらに安価なため多くの産業で重要な材料となっています。
しかし、アルミ溶接には鉄やステンレスにはない独特の難しさがあります。
以下にアルミ溶接の特徴をまとめてみました。
1. 溶融点が低い
アルミの溶融点は660℃で、鉄や銅の1,000℃以上と比較すると金属の中でも低いため、過熱すると母材がすぐに溶け落ちてしまいます。
2. 酸化被膜に覆われている
アルミの表面は空気に触れるとすぐに酸化し、酸化被膜を作ります。
酸化被膜の溶融点は2,000℃と、アルミ母材より1,300℃以上高いため、
通常の直流溶接では、表面被膜が溶ける前に内側のアルミ自体がドロドロに溶けてしまいます。
3. 熱伝導率が高い
アルミは熱伝導率が高く、溶接時の熱が部材全体に広がりやすいため、
溶接部が溶け始める頃には部材全体が高温になり、
溶接部が溶けるスピードが加速してしまい、溶接部を均一に溶かすのが難しくなります。
4. ブローホールが生じやすい
ブローホールとは、溶接時に発生する気泡や空洞を指します。
アルミは溶接中に気体が溶け込みやすく、凝固時に放出されないまま溶接金属内に
気体が閉じ込められてブローホールが生じ、溶接強度が弱くなってしまいます。
このような特徴から、アルミ溶接には高度な溶接技術が要求されます。
アルミ溶接にはTIG溶接が広く用いられ、当社でも交流TIG溶接(※)を用いています。
※交流TIG溶接とは、タングステン電極の極性(+,-)を交互に入れ換えながら行う溶接です。
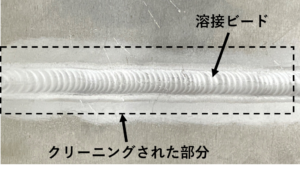
電極が(+)の時の広がったアークで、母材の酸化被膜除去(クリーニング作用)が起こり、(-)の時の集中したアークで深い溶け込みが作られます。
下記画像の白っぽくなっている部分が、クリーニング作用によって酸化被膜が除去された部分です。
アルミの溶接動画はこちら ↓
やや強い光が出る場面があります。ご注意ください。

製作例)アルミ製 真空チャンバー


弊社では装置の機能に合わせて鉄・ステンレス以外のいろんな材質の溶接・加工も可能です。
アルミ・チタン製の装置・部品製作も承っておりますので、お気軽にお問合せください。
弊社では創業約76年の実績を基に、皆様の御要望に最適な提案をいたします。
装置・部品製作だけでなく、改造・メンテナンス・移設工事等も承ります。
実機・ミニサイズのテスト機もございますので、お気軽にお問い合わせください。
◆ 問い合わせフォーム :https://komatsubara-iw.jp/contact/